ریخته گری یک فرآیند پیچیده است. اپراتور دایکست با مذاب، یک ماشین بسیار پیچیده، قالب های گران قیمت، فشار کاری بسیار بالا، کنترل دمای بحرانی و مجموعه ای از ملاحظات ایمنی خاص درگیر است. بر خلاف عملیات پرس – که در آن اپراتور بارگیری و تخلیه میکند و دستگاه قطعه را میسازند – اپراتور دایکست باید عوامل ذکر شده را تا زمانی که قطعات «خوب» تولید شود دستکاری، تنظیم و کنترل کند. علاوه بر این مشکل آنجا می باشد که دستگاه از تنظیم خارج شود. اپراتور دایکست باید دائماً مراقب سلامت قطعات باشد. او باید بتواند شرایط معیوب را تشخیص دهد و بتواند اقدامات اصلاحی انجام دهد. در طول این مدت او هنوز باید عملکردهای تکراری مرتبط با سیکل تولید ماشین را ادامه دهد. علاوه بر این، او باید از دستگاه و قالب مراقبت کند . این مراقبت شامل اسپری روانکار و فعالیت های ویژه مرتبط با فلز مذاب است. این نظرات مقدماتی برای ترساندن اپراتور نیست. در عوض، هدف تاکید بر نیاز به آموزش دقیق و کامل تمامی اپراتورهای ماشین ریخته گری است.
فصل ۱
توضیحات فرآیند
در دایکست، مذاب با فشار وارد قالب های فولادی می شود. فشارهای بالا تضمین می کند که فلز مذاب به طور کامل فضای خالی بین نیمه های قالب را در کسری از ثانیه پر می کند. همانطور که فلز مذاب در قالب نگه داشته می شود، گرما از مذاب خارج شده و به داخل قالب منتقل می شود و فلز را جامد می کند. وقتی انجماد کامل شد، قالب باز و قالب جامد خارج می شود. فرآیند تزریق فلز را “شات” می نامند. این فرآیند نسبت به سایر فرآیندهای تولیدی مزایای زیادی دارد. مزیت اصلی، توانایی تولید قطعه نزدیک به شکل نهایی در یک مرحله تولید است. عیب اصلی فرآیند دایکاست تخلخل داخلی است. عیب اصلی فرآیند دایکاست تخلخل داخلی است. این نقطه ضعف منجر به ایجاد تغییرات در فرآیند و بهبود فرآیندی شده است که ما به عنوان “ریخته گری فشار بالا معمولی” می شناسیم. “ریخته گری فشار بالا معمولی” با افزودن فناوری خلاء و فشارهای حفره بسیار بالا در “ریخته گری فشاری” اصلاح شده است. همچنین فرآیندهای جدیدی وجود دارد که فلز را در حالت نیمه جامد ریختهگری میکنند، مانند Thixomoulding® و SOD (Slurry on Demand). به این دلیل، ما بر روی “ریخته گری متعارف فشار بالا”، هر دو فرآیند کلد و هات چمبر تمرکز خواهیم کرد.
مکانیسم تزریق
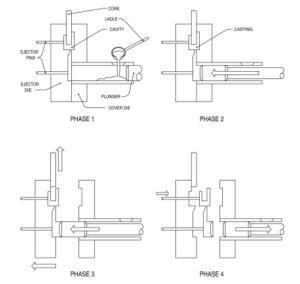
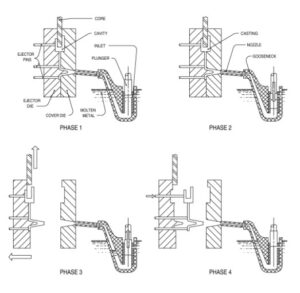
دو نوع مکانیسم برای تزریق مذاب به داخل قالب استفاده می شود. مکانیسم “کلد چمبر” برای فلزاتی که در دمای بالا ذوب می شوند مانند آلومینیوم، منیزیم و برنج استفاده می شود. مکانیسم «هات چمبر» با فلزاتی مانند روی و سرب که در دمای پایینتر ذوب میشوند، استفاده میشود. شکل ۱-۱ ترتیب و توالی عملکرد مکانیسم کلد چمبر را نشان می دهد. کلد چمبر یک سیلندر تزریق افقی است که از نقطه ای خارج از صفحه ثابت، از طریق صفحه و از طریق قالب ثابت گسترش می یابد. فلز مذاب از طریق سوراخ باریز سیلندر ریخته می شود و پیستون(پلانژر) مذاب را به داخل قالب تزریق می کند. شکل ۱-۲ هات چمبر را نشان می دهد. پیستون و سیلندر در مذاب غوطه ور می شوند تا سیلندر پس از هر چرخه به طور خودکار با مذاب پر شود. ماشینهای هات چمبر معمولاً با آلومینیوم، منیزیم یا برنج استفاده نمیشوند، زیرا دماهای بالا و واکنشهای شیمیایی باعث از بین رفتن گردن غازی میشوند.
شکل ۱-۱. توالی عملیاتی فرآیند دایکست کلد چمبر: ۱) قالب بسته شده و فلز مذاب به داخل محفظه سرد ریخته می شود. ۲)پیستون فلز مذاب را به داخل حفره قالب هل می دهد. ذوب در قالب نگه داشته می شود تا زمانی که منجمد شود. ۳) قالب باز می شود و پیستون پیشروی می کند تا مطمئن شود ریخته گری در قالب اجکتور باقی می ماند. ماهیچه ها، در صورت وجود جمع شوند. ۴) با فشار دادن پین اجکتور قطعه از قالب خارج می شود و پیستون به حالت آماده برای ریخته گری برمی گردد.
شکل ۱-۲. توالی عملیاتی فرآیند ریخته گری هات چمبر: ۱) قالب بسته است و محفظه داغ (به عنوان مثال) گردن غاز) با فلز مذاب پر می شود. ۲) پلانژر مذاب را از طریق گردن غاز و نازل و به داخل حفره قالب فشار می دهد. فلز تا زمانی که جامد شود تحت فشار نگه داشته می شود. ۳) قالب باز می شود و ماهیچه ها در صورت وجود جمع می شوند. قطعه در نیمه دیگر قالب باقی می ماند. پیستون با کشیدن مذاب از طریق نازل و گردن غاز برمی گردد. ۴) پین های اجکتور قطعه را از قالب اجکتور خارج می کنند.
مکانیسم گیره
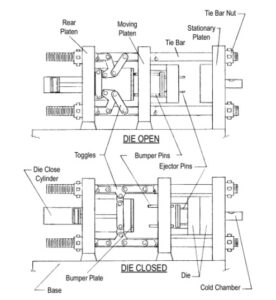
به دلیل فشار بالایی که برای تزریق فلز مذاب به داخل قالب استفاده می شود، برای نگه داشتن دو نیمه قالب در کنار هم به نیرو قفل زیادی نیاز است. این نیروی نگهدارنده با ساختار کراواتی صفحه- که به صورت نموداری در شکل ۱-۳ نشان داده شده است، انجام می شود. به این ترتیب نه تنها نیروی نگهدارنده (گیره) مورد نیاز را به دست می آورد، بلکه قالب را به سرعت باز و بسته می کند. این سرعت به دستیابی به نرخ بالای تولید در فرآیند ریخته گری کمک می کند.
شکل ۱-۳. ساختار دستگاه دایکست. سیلندر هیدرولیک، پیوندهای ضامن را برای بستن قالب صاف می کند. این آرایش نیرو به گیره قالب بالا و عمل باز و بسته شدن قالب دست می یابد.
اهمیت دایکوت قالب دایکست در فرآیند ریخته گری تحت فشار
در فرآیند ریخته گری تحت فشار(دایکست) عوامل رهاساز قالب دارای اهمیت بالایی می باشند آنها بر کیفیت قطعات ریخته گری،طول عمر قالب دایکست و زمان تولید تاثیر می گذارند.دایکوت قالب دایکست باید با ذوب تزریق شده مطابقت داشنه و از نظر کارایی اقتصادی مقرون به صرفه باشد.رهاساز های قالب برای فرآیند تولید بدون مشکل قطعه ضروری هستند پرکاربردترین مواد دایکوت قالب دایکست مواد شیمیایی مبتنی بر آب می باشد.آنها یک فیلم جداکننده بین قالب و ذوب تشکیل داده و قالب را که در حین فرآیند دمای آن افزایش داشته را خنک می کند.در طول زمان و سیکل تولید قالب دایکست دچار سایش شدید و خوردگی می شود از عملکرد اصلی دایکوت قالب (رهاساز قالب) ایجاد محافظت از سطح قالب می باشد این عامل رهاساز از یک امولیسیون شیمیایی و آب تشکیل شده که بعد از جدا کردن قطعه از قالب بر روی سطح قالب اسپری می شود.آب تبخیر شده و قالب را خنک می کند اما امولسیون بر روی سطح قالب یک فیلم جداکننده را ایجاد می کند.
خواص پیچیده
علاوه بر قابلیت آزادسازی و خنک کنندگی، عوامل رهاسازی باید دارای چندین ویژگی دیگر مانند ظرفیت مرطوب کنندگی خوب، پایداری شیمیایی در دمای قالب بالا، سازگاری با محیط و توانایی مسدود نکردن کانال ها و نازل های سیستم پاشش و شکاف ها باشند.دایکوت قالب قابل رقیق شدن در آب حاوی افزودنی هایی هستند که باعث می شوند مواد خام آلی مخلوطی پایدار در فاز آبی تشکیل دهند که از قالب ها در برابر خوردگی محافظت کنند. یک بیوسید از دایکوت قالب در برابر حمله میکروبیولوژیکی و تجزیه مرتبط با آن محافظت می کند.دایکوت قالب همچنین باید برای بهره وری بهینه باشد، به طوری که برای هر سیکل ریخته گری فقط به مقادیر کمی نیاز است .
روانکار های پایه آب و بدون آب
در مورد فرآیند دایکست بین دایکوت های پایه آب و بدون آب در مورد عملکرد باید تمایز قائل شد آنها را می توان با توجه به مواد اولیه خود به سه گروه تقسیم کرد گروه اول شامل روغن های معدنی،روغن های نیمه سنتتیک، تمام سنتتیک و روغن های به دست آمده از مواد خام تجدید پذیر (روغن های استر)است.روغن ها دارای خاصیت پخش خوبی بر روی قالب ریخته گری هستند و روغن های استر نیز تأثیر مطلوبی بر تعادل CO2 دارند. با این حال، استفاده از چنین روغن هایی با حداکثر دمای مجاز قالب محدود می شود.گروه دوم شامل موم های مصنوعی است که از نفت خام تولید می شود. نقاط قوت خاص آنها در ارتقاء قابلیت جریان فلز مذاب و چسبندگی (چسبندگی) خوب بر روی قالب نهفته است. مزایای دیگر مقاومت در برابر دمای بالاتر می باشد. با این حال، عوامل آزاد کننده مبتنی بر موم تمایل به تشکیل رسوب دارند.گروه سوم، که نسبتاً جوان هستند، عوامل رهاساز بر پایه پلیسیلوکسان R-polysiloxanes هستند. آنها به خوبی به سطح قالب میچسبند، جریان فلز مذاب و تشکیل سطوح ریختهگری با کیفیت بالا را تقویت میکنند و رهاسازی اجزای قالب را حتی در دمای بسیار بالا تضمین میکنند. بر خلاف بقایای موم بر روی سطوح قطعات ریختهگری شده، بقایای مواد رهاسازی مبتنی بر پلیسیلوکسان R-polysiloxane که به دلیل محصولات تجزیه آن هستند، نسبتاً آسان حذف میشوند.
میکرو اسپری
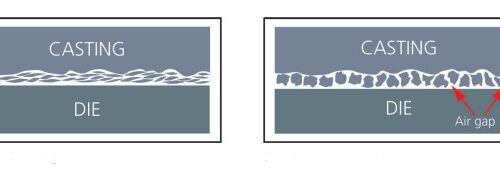
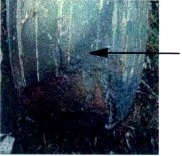
از آنجایی که آب موجود در دایکوت قالب بسیار سریع سطح قالب را خنک می کند، ترکهایی در آنجا ایجاد میشود که بر کیفیت قطعات ریختهگری شده و طول عمر قالب تأثیر منفی میگذارد.اگر مقدار آب دایکوت قالب کاهش یابد در نتیجه اثر خنک کنندگی کاهش و احتمال تشکیل ترک کاهش می یابد.به همین دلیل برای افزایش کیفیت سطح قطعات دایکست، فناوری میکرو اسپری اهمیت پیدا می کند.
۱-دایکوت ها با کنترل جریان مذاب باعث می شوند مذاب به تمام قسمت های قالب برسد و عیوب ناشی از کاهش سیالیت مذاب کمتر شود. توزیع حرارت در قسمت های مختلف قالب از عملکردهای اصلی دایکوت ها و پوشان ها می باشد اگر توزیع حرارتی در قسمت های مختلف قالب یکسان نباشد جهت انجماد قطعه و پر شدن کامل قالب با مشکل مواجه خواهد شد. از آنجایی که پوشش دایکوت نازک (۵۰-۱۵۰ میکرون)و اختلاف دما بین آلیاژ مذاب و قالب بین ۴۰۰ و۵۰۰ درجه سانتیگراد متغیر است، انتقال حرارت نسبتاً بالا باقی می ماند و انتقال حرارت از فلز به قالب آنی است. تماس قالب با مذاب منجر به افزایش انتقال حرارت و کاهش سریع سیالیت مذاب می شود در این شرایط قالب بصورت ناقص پر شده، به ویژه زمانی که فشار جریان مذاب پایین است، به عنوان مثال در ریخته گری با مقاطع نازک.دایکوت ها و پوشان ها با ایجاد یک لایه عایق مانع انتقال سریع حرارت از مذاب به قالب شده و عیوب بشدت کاهش می یابد.
۲- دایکوت ها و پوشان ها مانع گیر کردن قطعه در قالب می شوند. گرافیت موجود در دایکوت ها و پوشان ها رها سازی قطعه از قالب را ممکن می سازد.در حالتی با اعمال دایکوت باز هم قطعه به سختی از قالب جدا میشود می توان از گرافیت بر روی دایکوت برای رهاسازی بهتر استفاده کرد.
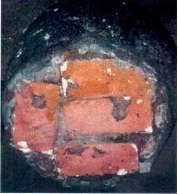
۳-دایکوت ها و پوشان ها سطح قطعه را صاف و یکنواخت میکند. همانطور که در شکل زیر مشاهده می شود، یک سطح صاف به دانه بندی پوشان ها مرتبط است. به عنوان مثال سطوح نازک مسطح نیاز به یک لایه دانه بندی درشت دارند که به جریان فلز کمک می کند. این به این دلیل است که فشار استاتیکی ذوب پایین است و پر کردن قالب با شکسته شدن مداوم فیلم اکسید آلومینیوم تسهیل می شود.همچنین نحوه ابزاری که برای اعمال پوشان ها در صافی یا ناهمواری سطح تاثیر گذار هستند .قلم مو سطح ناهموار و پیستوله سطح صافی را به قطعه می دهد.
۴-پوشان ها با اعمال پوشش به سطح قالب ،عمر قالب را افزایش می دهند در نتیجه هزینه های تعمیر و تعویض قالب کاهش می یابد.
برای خرید انواع پوشان های صنعت ریخته گری با ما تماس بگیرید.
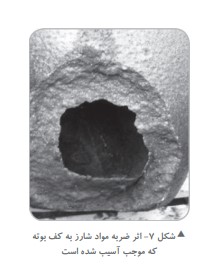
گاهی اوقات تفاوت بین یک بوته گرافیتی که به طور مداوم و آیده آل کار میکند و یک بوته گرافیتی که با کمترین طول عمر کار میکند ارتباطی به خود بوته گرافیتی ندارد. تفاوت عملکرد ممکن است به نحوه نگهداری بوته ریختهگری مربوط باشد. به عنوان مثال، اگر برخی از بوته ها عمر طولانی داشته باشند در حالی که سایر بوته های مشابه پس از چند بار ذوب دهی از کار بیفتند، این خرابی های زودرس معمولاً ناشی از نحوه استفاده نادرست می باشد. در زیر ده توصیه برای افزایش عمر بوته گرافیتی ذکر شده است.
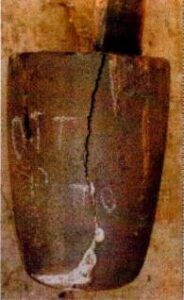
ترمیم ترک های بوته گرافیتی
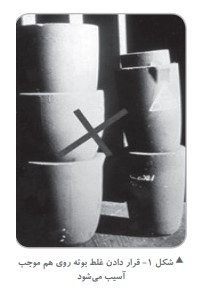
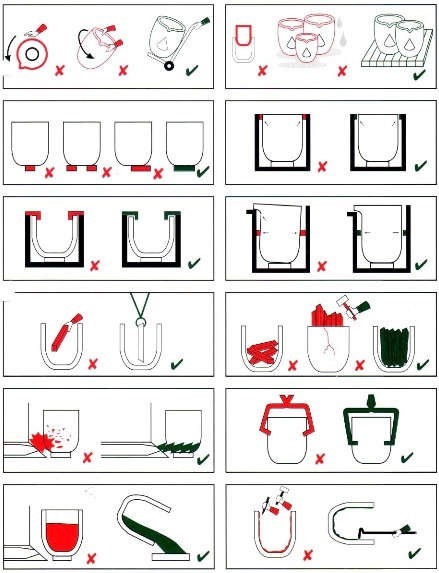
بوته گرافیتی خود را مدام بازرسی بکنید و در صورت ایجاد ترک این آسیب هارا ترمیم کنید. بوته ها در اثر جابجایی نادرست به راحتی آسیب می بینند. هنگامی که یک بوته جدید به محل کار شما رسید، بازرسی کنید و هرگز بوته آسیب دیده را به کار نگیرید. همچنین در جابجایی بوته ریخته گری به کوره یا داخل انبار هرگز آنها را غلت ندهید زیرا به لعاب محافظ آسیب می رساند و هرگز بوته ها را درون یکدیگر قرار ندهید زیرا ترک خواهند خورد. در نهایت هرگز آنها را مستقیماً روی سطح بتنی نگذارید زیرا آب را در قسمت زیرین جذب می کنند.
نصب بوته گرافیتی مطابق دستورالعمل
بوته ریخته گری خود را مطابق دستورالعمل سازنده نصب نمایید. در حالی که نصب یک بوته ریخته گری سریع و آسان است، باید مراقب باشید که دستورالعمل های مربوط به سازنده را رعایت کنید. فاصله بین بوته ریخته گری و کوره و پیش گرمایش اولیه بوته بسیار بااهمییت می باشد. ارتفاع اشتباه زیر بوته ریخته گری در کوره ممکن است توازن حرارتی در نقاط مختلف بوته گرافیتی را تغییر داده و تنش حرارتی به بوته وارد شود. فاصله های ناکافی بین بوته ریخته گری و کناره ها و قسمت بالای کوره ممکن است باعث ایجاد ترک در هنگام انبساط بوته ریخته گری شود. همچنین،پیش گرم اولیه ناکافی ممکن است منجر به خرابی بوته در اولین استفاده شود.
پیش گرم کردن بوته گرافیتی و افزایش دوام کاری
با پیش گرم بوته ریخته گری از شوک حرارتی جلوگیری کنید. در حالی که برخی از انواع بوته ریخته گری به گونه ای طراحی شده اند که در برابر آسیب های ناشی از سریع حرارت دادن مقاومت کنند، همه بوته های ریخته گری در صورت خنک شدن بین ذوب ها به پیش گرمایش دقیق نیاز دارند.شوک حرارتی باعث ایجاد ترک در بوته ریخته گری می شود.
عدم عبور از حداکثر دمای کاری بوته گرافیتی
به هیچ وجه از حداکثر دمای بوته گرافیتی تجاوز نکنید و اجازه ندهید مذاب در بوته منجمد شود. هر بوته ریخته گری دارای حداکثر دمای استفاده است. اگر از این حد تجاوز کنید، بوته آسیب می بیند و ممکن است بشکند. کنترل دقیق دمای بوته را حفظ کنید.
شارژ صحیح و اصولی و افزایش عمر بوته گرافیتی
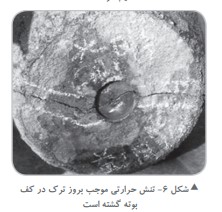
با شارژ صحیح و اصولی مانع ایجاد آسیب فیزیکی به بوته گرافیتی شوید و افزایش عمر بوته گرافیتی را تضمین کنید. انداختن یک شمش سنگین در یک بوته گرافیتی ممکن است در بوته ترک ایجاد کند یا بوته بشکند. شارژ صحیح بوته ریخته گری به این صورت می باشد که ابتدا باید شارژ سبک به بوته اضافه شود و سپس بعد از ذوب گیری ،شمش ها را به آرامی اضافه نمایید.همچنین مهم میباشد که مواد را بصورت در هم فشرده قرار ندهید در این حالت انبساط این مواد به دیواره بوته تنش وارد کرده و بوته ترک میخورد.
به حداقل رساندن فلاکس
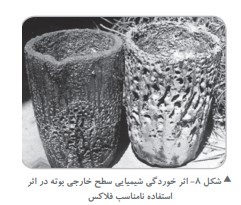
با به حداقل رساندن استفاده از فلاکس، از خوردگی بوته ریخته گری جلوگیری کنید همچنین این مواد را فقط در حالت ذوب فلز به آن اضافه کنید.بهترین شرایط اضافه نمودن فلاکس در زمانی میباشد که کاملا مواد ذوب شده باشند در این صورت خوردگی بوته ریخته گری کاهش می یابد.اضافه نمودن فلاکس در حین فرآیند ذوب باعث میشود که فلاکس به دیواره بوته نفوذ کند و خوردگی رخ دهد.
اطمینان از نحوه کارکرد صحیح مشعل
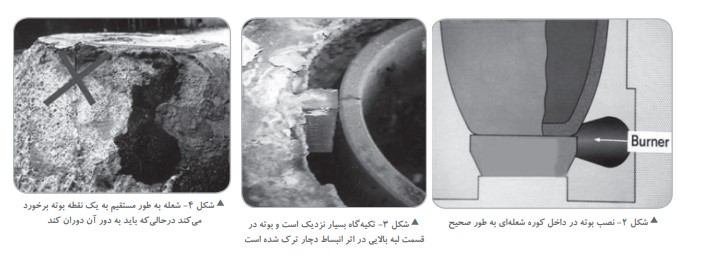
از نحوه کارکرد صحیح مشعل اطمینان حاصل کنید. در یک کوره برخورد مستقیم شعله به سطح بوته باعث اکسیداسیون مخرب می شود و در نهایت به کاهش عمر بوته گرافیتی منجر می شود. در تمام کوره ها، قرار دادن الیاف سرامیکی بین بوته و زیر بوته یا چسباندن الیاف سرامیکی به لبه بالایی بوته ریخته گری باعث اکسیداسیون و ترک خوردن در آن می شود.
تمیز کردن مرتب بوته گرافیتی
با تمیز کردن منظم بوته ریخته گری، تجمع سرباره را کنترل کنید. انباشته شدن سرباره از چند جهت مضر است. رسانایی حرارتی پایینی دارد که باعث کاهش راندمان کوره می شود. شارژ بوته را جذب و حمله شیمیایی به بوته را تسریع می کند و سرعت انبساط بالای آن باعث ایجاد فشار داخلی بر روی بوته ریخته گری می شود که می تواند به آن آسیب برساند. برای رفع این مشکل بهتر هست در یک بازه زمانی مشخص بوته ریخته گری را تمیز نمایید.
تهیه گزارش دقیق نگهداری
یک گزارش دقیق از نحوه نگهداری بوته ریخته گری تهیه کنید، بوته را بازرسی کنید و در صورت فرسوده شدن یا آسیب دیدن آن را تعویض کنید.
انتخاب بوته مناسب و افزایش عمر بوته گرافیتی
انتخاب بوته مناسب را برای عملیات و فرآیندهای خود تاصیر بسزایی در افزایش عمر بوته گرافیتی دارد. انتخاب ابزار مناسب برای کار برای اکثر وظایف ضروری است و بوته ها نیز از این قاعده مستثنی نیستند. مهمترین راه برای به حداکثر رساندن عمر مفید بوته ،شروع با انتخاب بوته مناسب مطابقت با برنامه شما است.
تکنیک های استفاده از محیط های مجازی برای بهینه سازی فرآیند ریخته گری
خلاصه
در طی سالیان اخیر کاربرد برخی ابرازهای رایانه ای (نرم افزارهای شبیه سازی) به نحو فزاینده ای در کارحانجات ریخته گری افزایش یافته است و البته در این مدت زمان ایده تجملی بودن و لوکس بودن کاربری آنها از صنعت ریخته گری فاصله گرفته است. کاربرد شبیه سازی ریخته گری جهت اجتناب از ضایعات ناشی از عیوب انقباضی, بهبود راندمان ریخته گری, بهینه سازی طراحی سیستم راهگاهی, بهبود پر شدن قالب و پی بردن به عمر خستگی قالب های دائمی بسیار سودمند است.
مطالعات میدانی گسترده ای برای بررسی سودمندی کاربرد این نرم افزارها در شرایط صنعتی انجام گرفته است و امروزه در کشور فنلاند کارحانجات ریخته گری که در حدود ۹۰% تولید قطعات خودرو را پوشش می دهند از شبیه سازی به عنوان یک ابزار روزمره و کارآمد استفاده می نمایند. این مقاله کاربرد نرم افزارهای شبیه سازی که توسط ESI Group عرضه می گردند (ProCAST & QuikCAST ) را نشان خواهد داد.
در این مقاله بهبود سیستم راهگاهی یک قطعه فولادی از آلیاژ GS70 که وزن ناخالص ریختگی در ابتدا ۵۹ Kg بوده اما با طراحی و شبیه سازی وزن آن بدون کاهش کیفیت به ۴۶ Kg تقلیل یافته است نمایش داده خواهد شد, این پروژه در شرکت Ferespe که یک شرکت پرتقالی است انجام گرفته است.
آشنایی با پروژه
هدف از اجرای این پروژه تعیین نقش نرم افزار شبیه سازی ریخته گری ProCAST در بهبود فرآیند ریخته گری می باشد, قطعه مذکور در قالب ماسه سیلیسی (ماسه تر) تولید شده و نرم افزار مورد اشاره, به روش المان محدود (FEM) معادلات انتقال حرارت و سیالات را محاسبه می نماید. در این پروژه ضمن کاهش مقدار مذاب مورد نیاز (افزایش راندمان تولید), کاهش مقدار قراضه برگشتی و کاهش عملیات تمیز کاری نهایی بدون افزایش زمان تولید, کیفیت بالاتری نیز در تولید قطعات بدست آمده است. در قطعه مورد اشاره, کارخانه با استفاده از مقدار زیاد فلز مذاب به راندمان بسیار اندکی (۳۴%) در تولید می رسید, برای صحه گذاری طرح ارائه شده, یک مدل جدید تهیه و تعداد زیادی قطعه بصورت پایلوت تولید و در مرحله کنترل کیفیت برش هایی بر روی قطعات برای بررسی وضعیت عیوب احتمالی داده شد که نتیجه قابل توجه بود.
روش بررسی و حل مسئله
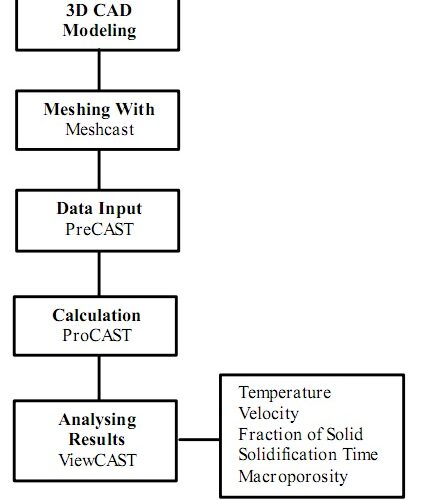
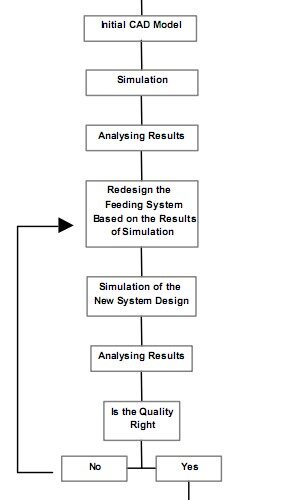
تصویر شماره یک نشان دهنده فلوچارت و روش بهبود طراحی قطعات ریختگی با استفاده از ابزارهای نقشه کشی ۳D CAD و نرم افزار شبیه سازی می باشد. مدل سه بعدی ابتدا با استفاده از ابراز MeshCAST بصورت سطحی مش بندی شده است که برای تولید مش سه بعدی چهار وجهی (Tetrahedral) مش سطحی مورد نیاز می باشد. تمامی متغیرهای و شرایط محاسبه در تمامی شبیه سازی ها یکسان بوده است تا امکان مقایسه دقیق بین نتایج مقدور باشد. در تصویر شماره ۲ با روش انجام شبیه سازی و مراحل آن آشنا میشویم.
تصویر شماره ۲: نمودار مراحل انجام شبیه سازی
تصویر شماره ۱: فلوچارت و روش ارتقاء طراحی
شبیه سازی عددی
۳.۱- شبیه سازی قطعه اصلی
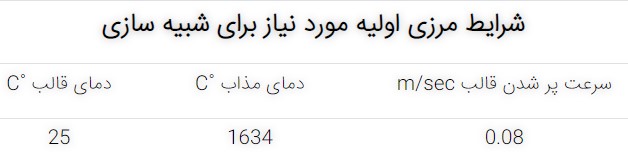
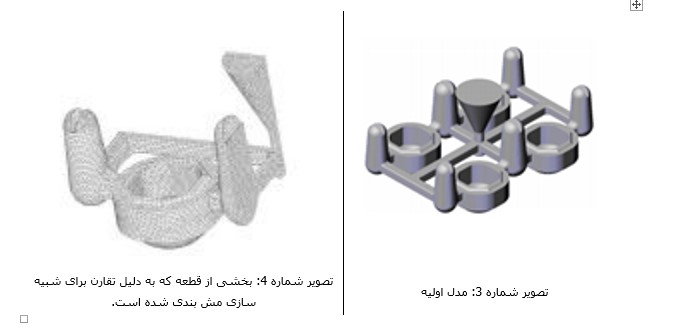
در تصویر شماره ۳ مدل اولیه نمایش داده شده است و مدل مش بندی شده توسط MeshCAST در تصویر شماره ۴ قابل مشاهده می باشد. با توجه به وجود تقارن در مدل اولیه برای سهولت و افزایش سرعت محاسبات فقط بخشی از مدل مورد شبیه سازی واقع گردیده است. در مرحله پیش پردازش یک قالب مجازی برای قزعه در نظر گرفته شده است (استفاده از قالب مجازی با رعایت شرایط مرزی و پارامترهای فرآیند, مدت زمان محاسبات را بدون نیار به مش بندی قالب بشدت کاهش می دهد). کلیه پارمترها شامل نوع آلیاژ ریختگی و خواص ترمودینامیکی آن, خصوصیات قالب و سطوح تماس فلز مذاب با قالب و دیگر شرایط مرزی اعمال گردیده است.
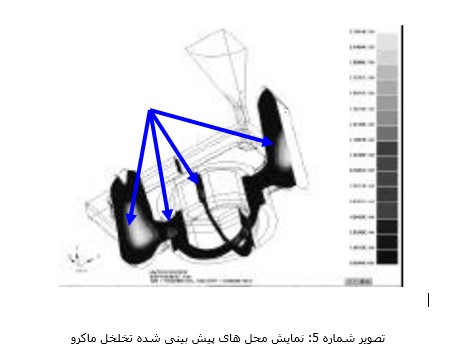
پس از اعمال شرایط مرزی و حل معادلات مدل FEM توسط ProCAST نتایج زمان پر شدن و انجماد, جهت تطابق با نتایج تست های عملی مورد بررسی قرار گرفته است. بررسی های عملی و کمی (Quantitative) نشان دهنده ۰.۰۲ – ۰.۰۸ % عیب مک در قطعه می باشد که البته با نمونه های واقعی تایید شده, تطابق کاملی ندارد , اما نتایج آنالیز ها نشاندهنده تطابق زمان پر شدن و انجماد قطعه واقعی با نتایج شبیه سازی می باشد و از آنجاییکه برخی تداخل ها در شرایط واقعی باعث تغییراتی در رفتار ترمودینامیکی مواد و مشاهده انحراف و اختلاف در نتایج شبیه سازی با واقعیت می گردد, مانند نتایج تخلخل های ماکرو که در تصویر شماره ۵ قابل مشاهده می باشد, اما انتخاب شرایط مرزی برای شبیه سازی دقیق تر بوده و با این اوصاف شرایط تولید را دارای حاشیه اطمینان بیشتری می نماید.
شبیه سازی نمونه بهبود یافته
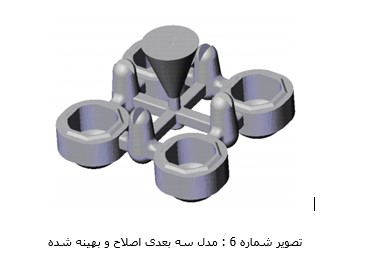
برای کاهش وزن مذاب مورد نیاز بر اساس نتایج شبیه سازی های مرحله قبل تغییراتی در تغذیه ها داده شده است (تصویر شماره ۶) و نتایج تست عملی و محاسبات صورت گرفته در شبیه سازی انجام شده کاملا” بر هم منطبق می باشد.
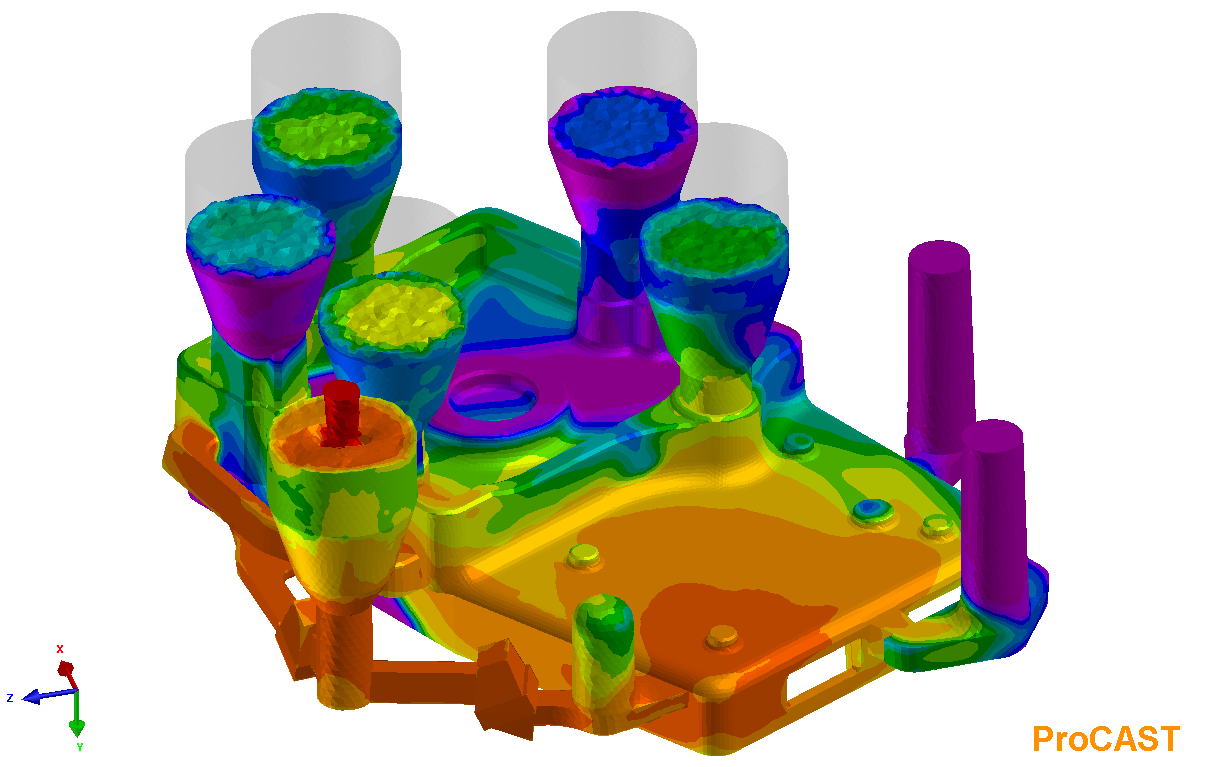
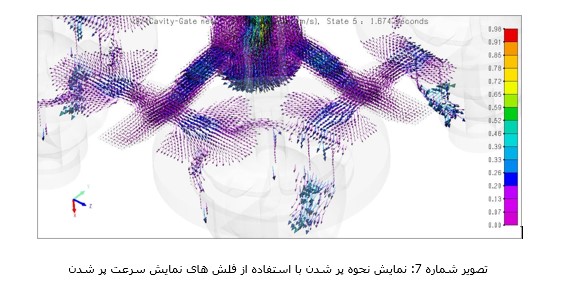
با استفاده از نتایج پر شدن محفظه قالب و تصاویر گرافیکی بدست آمده می توان رفتار آلیاژ مذاب در حلال پر کردن قالب را بررسی نمود و رفتارهای ناپایدار و جریان های آشفته (توربولانس) مذاب را مورد بررسی و ارزیابی قرار داد (تصویر شماره ۷). همچنین با بررسی رفتار پر شدن قالب توسط مذاب می توان بهترین توالی و نظم در پر شدن را بدست آورد.
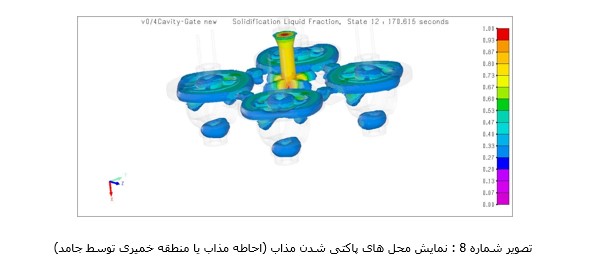
بررسی رفتار انجمادی و انتقال حرارت منجر به یافتن مناطق مساعد به تتشکیل عیوب انقباضی می گردد و همچنین با استفاده از نمایش مناطق خمیری و مذاب باقی مانده با شفاف نمودن (ترانسپارنت) قسمت های جامد شده میتوان مذاب و مناطق خمیری احاطه شده توسط جامد در خلال انجماد را بررسی نمود (تصویر شماره ۸).
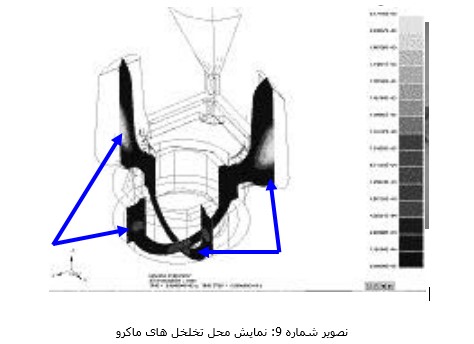
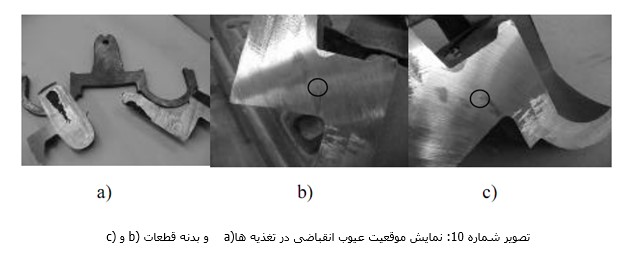
در تصویر شماره ۹ برای دو موضع برش خورده نتایج پیش بینی تخلخل های ماکرو در محدوده ۰.۰۲ – ۰.۰۸ % مشخص شده اند, با توجه به نتایج پیشین و صحت قطعات تولید شده در مدل اولیه, بنابراین درصد تخلخل در قطعات تولیدی با مدل جدید نیز در همان محدوده بوده و به دلیل موقعیت قرارگیری مشکل ساز نمی باشد. برای صحه گذاری پیش بینی ها برش های قطعات بررسی گردیده که نتایج آن در تصویر شماره ۱۰ اشاره شده است.
صحه گذاری نتایج تست عملی
با توجه به نتایج بدست آمده در شبیه سازی ها و چندین مرجله تعییر پارامترهای ریخته گری, و بر اساس طرح بهینه شده, کارخانه اقدام به تهیه یک مدل جدید نمود و بصورت پایلوت تعداد زیادی قطعه تولید و برای صحه گذاری نتایج شبیه سازی ها دقیقا” از مرکز تغذیه ها برش داده شد, نتایج کشیدگی ها در تغذیه ها با شبیه سازی تطابق بسیار بالایی دارد و در قطعات نیز هیچ مشکلی مشاده نگردید, اما برای دقت بالاتر, سطح برش خورده قطعات پولیش گردید و در چند نقطه کوچک ریز مک هایی مشخص گردید (دایره های سیاه رنگ در تصویر ۱۰ در تصاویر b و c ).
جمع بندی
با استفاده از طرح و چیدمان جدید, فرآیند بطور کلی بهبود یافت و نتایج آن به شرح ذیل است:
۵.۱- راندمان ریخته گری ۹% افزایش یافت.
۵.۲- طرح بهینه شده علاوه بر افزایش راندمان, شرایط بهتری را برای تولید ایجاد نموده است و هزینه های تولید کاهش یافته است.
گام های کلیدی برای حداکثر نمودن عمر بوته ریخته گری
نویسنده : مهندس ناصر نوتاش
بازرگانی آروین تک
بوته ریخته گری با عمر بــالا ارزش بالایی براى مدیران واحدهاى ریخته گرى دارند. چنیــن بوته هایی این امکان را به مدیــران می دهد تا برنامه هایی طولانی مدتی براى تولید داشته و حذف زمان هاى لازم براى جایگزینی بوته ریخته گری، حداقل نمودن زمان هاى توقف و بالاخره کاهش هزینه هاى خرید بوته ریخته گری را تجربه نمایند. البته هر چند کیفیت بوته ریخته گری ســاخته شده توسط یک تولیدکننده نقش مهمی در عمر کارى آن دارد، نکته کلیدى بعدى توجهات ریخته گران در بهره بردارى است.
۱ -انتخاب بوته ریخته گری مناسب و صحیح
قبل از خریــد باید با توجه به ضــرورت انطباق دقیق نــوع بوته با کاربرد آن، مشــورت لازم با تامین کننده بوته ریخته گری انجام شــود. نوع آلیــاژ، نوع کوره، درجه حرارت هاى ذوب و نگهدارى، ســرعت تغییرات درجه حرارت، چگونگی شــارژ کوره، فلاکس هاى مورد استفاده، چگونگی سرباره گیرى و چگونگی بارریزى چند عامل از عوامل بســیارى اســت که باید هنگام انتخاب یک بوته ریخته گری به آن ها توجه گردد. بنابراین انتخاب بوته مناسب براى کاربرد موردنظر به تنهایی یک موضوع مهم می باشد.
۲ –دقت در جابجایی بوته ریخته گری
اقدامات ضرورى براى حداکثر نمودن عمر بوته ریخته گری با رســیدن بوته ریخته گری به کارگاه، آغاز می شــود. بســیار اهمیت دارد که بوته بازرسی شود تا عدم آسیب دیدگی در ً هنــگام حمل تائید گردد. براى این کار ابتدا باید بوته ریخته گری کاملا از بســته بندى خارج شــده و مانند یک خودروى جدیدى که خریدارى شــده به دقت وارسی شود. در صورت وجود هر گونه پریدگی، ترك، ســاییدگی و یا ســایر صدمات سطحی و مخفی باید با تامین کننده تماس گرفته شــود. هرگز بوته ریخته گری که در جریان حمل دچار آسیب گردیده نباید استفاده گردد زیرا احتمال بروز شکست و خطرات جدى ایمنی وجود خواهد داشت.اگر بوته ریخته گری در بازرســی دقیق، تائید شــد باید توجه زیاد در انتقال آن به انبار و یا کوره انجام شــود. بهتر است بوته ها بر روى پالت و یا کارتن بسته بندى جابجا گردد. اما مواردى که در جابجایی بوته هرگز نیاید انجام داد بدین شرح هستند:
۱ -۲ -بوته ریخته گری را هرگز نباید غلتانید. از آنجا که بوته شکل گردى دارد به نظر می رســد براى جابجایی آن را می توان بر روى ســطح جانبی غلتاند در حالی که ً در اثر این اقدام لعاب محافظ در کف و لبه بوته دچار شکســتگی شده و احتمالا مواد لایه هاى زیرین نیز آســیب خواهند دید. صدمه دیدن لعاب محافظ موجب اکسید شدن بوته می گردد.
۲ -۲ -هیچگاه یــک بوته ریخته گری ریخته گری را درون بوته دیگر قرار ندهید. وزن بوته بالایی می تواند بوته ریخته گری پایینی را دچار شکســت نماید در حالی که سطوح داخلی و خارجی نیز در اثر تماس منجر به آســیب دیدگی لعاب بدنه خواهد شــود، بوته ها باید به طور جداگانه و و با قرار دادن صفحات نئوپان یا مواد مشــابه بینشــان، در انبار نگهدارى شوند.
۳ -۲ – هرگز نباید بوته ها را مســتقیما بر روى کف انبار قرار داد زیرا سطح ســخت می تواند به کف بوته آسیب بزند. نکته مهم تر اینکه بوته می تواند از کف جذب رطوبت نماید که در هنگام گرم کردن موجب شــوك حرارتی خواهد شد. بوته ها همواره باید بر روى پالت قرار داده شوند.
۴ -۲ -در هنــگام جابجایی ایمن هرگز نباید بوته ها را بدون قرار دادن لایه ضربه گیر باندپیچی نمود تا سطح بوته محافظت گردد. حتی آســیب هاى ظاهرى کوچک در اثر جابجایی نامناســب می تواند عمر کارى بوته را کوتاه نماید و موجب شکســت بوته شده و با خروج مذاب خطرات ایمنی به وجود آید. بنابراین هرگز نباید از بوته آسیب دیده استفاده شود. همچنین باید توجه داشت که همواره بوته در درجه حرارت بالاى صفر درجه و در محیطی خشک نگهدارى گردد. بوته هاى سرد و یا خیس نباید مورد استفاده قرار گیرد زیرا وجود آب می تواند باعث انفجار و پاشش مذاب شود.
۳ –نصب بوته
در صورتی که بوته به طور دائمی باید در کوره قرار گیرد. نصب و اســتقرار صحیــح موضوع مهمی براى عمر کارى آن می باشــد. هر چند که فرآیند نصب بوته در کوره با توجه به نوع، اندازه و طراحی کوره متفاوت است لیکن روش هاى استاندارد مختلفی بدین شرح باید دنبال گردد:
۱ -۳ -قبل از نصب مجدداً بوته بازرسی شود:
الف) اینکه درجه حرارت بوته بالاى صفر درجه باشــد. اگر بوته ریخته گری در تماس با رطوبت بالا بوده و درجه حرارت نیز پایین از صفر درجه باشــد یخ زدگی در دیواره آن در اثر انبساط حرارتی موجب آسیب به بوته خواهد شد.
ب) بوته ریخته گری آسیب دیده نباید نصب گردد.
۲ -۳ -اطمینــان از اینکه بلوك یا آجر کف کــوره طراز، در مرکز، با ارتفاع صحیح و بزرگتر از کف بوته باشد.
۳ -۳ -براى بوته هاى بزرگتر از تســمه هاى ایمنی و یا یک مکانیزم طراحی شــده براى بوته ریخته گری و قرار دادن آرام آن در کوره استفاده شود. توجه به مرکز بودن وطراز بودن بوته اهمیت دارد.
۴ -۳ -بین بوته و قســمت هاى بالا و جانبی کوره حداقل ۸ میلیمتر فاصله براى انبســاط بوته در نظر گرفته شــود. اگر این فاصله کافی نباشد انبساط بوته موجب بروز ترك در آن خواهد شد.
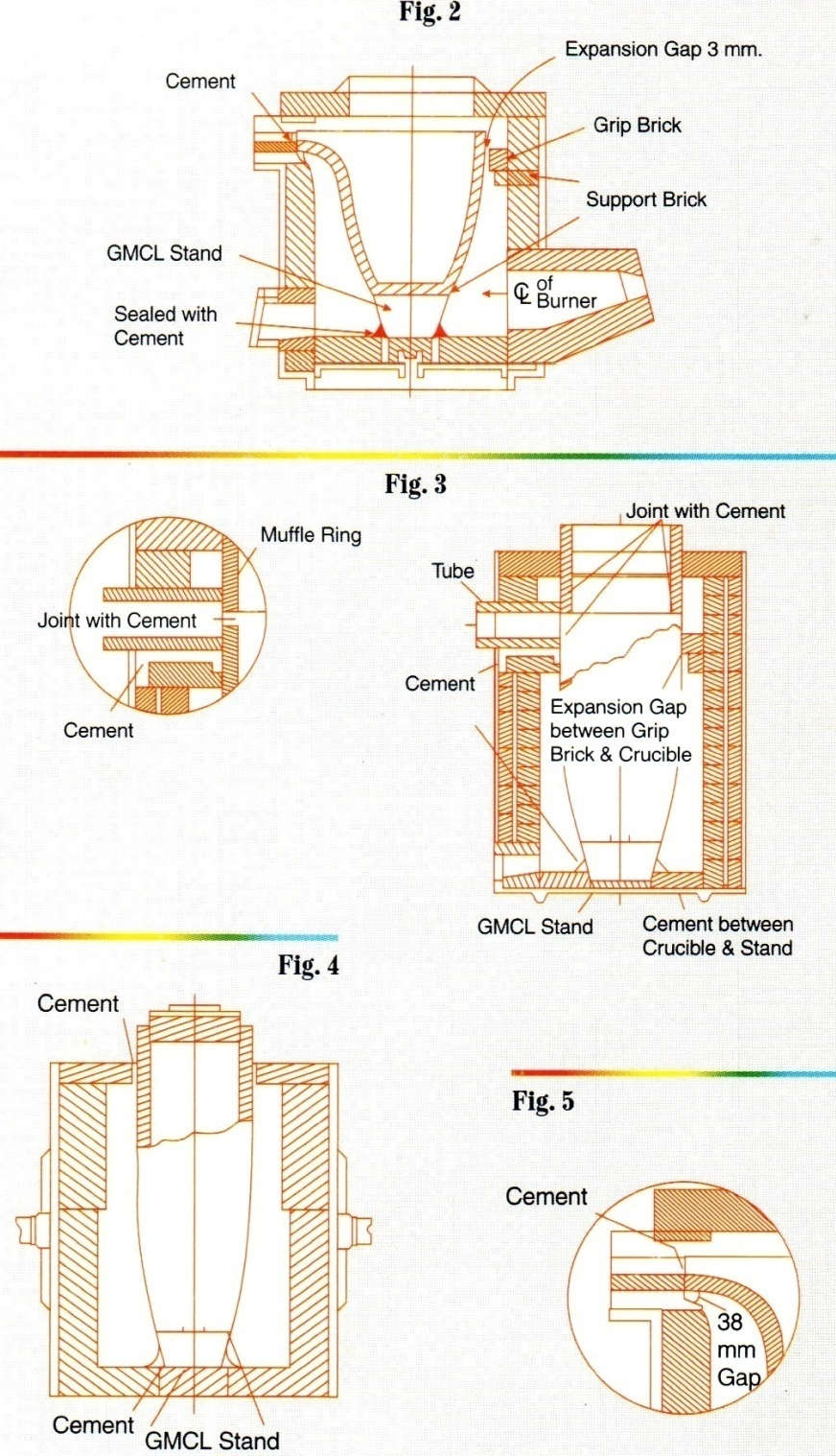
۵ -۳ -اگر بوته داراى لوچه (زبانه خروجی مذاب) است باید بین آن و کوره حداقل ۳۸ میلیمتر براى امکان انبساط بوته فاصله در نظر گرفته شود.
۶ -۳ -براى آب بندى فضاى بین قســمت بالاى کوره و لبه بالایی بوته از الیاف سرامیک استفاده گردد.
۷ -۳ -در کوره هاى گردان از آجرهاى طراحی شده براى نگهدارى بوته در موقعیت مناســب با در نظر گرفتن انبساط بوته استفاده شود. فاصله انبساط ۶ تا ۱۰ میلیمتر بوده که براى پر کردن می توان از مواد قابل سوختن استفاده نمود.
۸ -۳ -در کوره هاى شــعله اى گازسوز یا ســوخت مایع، اطمینان از حرکت شــعله به صورت ممــاس به دور بوته ریخته گری و عدم تمرکز بر یک نقطه از ســطح بوته اهمیت دارد. حرارت دادن نیز براى دســتیابی به عمر طولانی از موارد اساســی است.
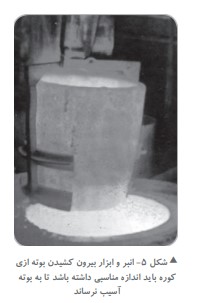
۹ -۳ -در صورت شکســت بوته ریخته گری هنگام ذوب یا نگهدارى باید در کف کوره ســوراخ هاى تخلیه پیش شود. البته این مجارى باید براى جلوگیرى از آسیب به بوته و عایق کارى کوره به طور صحیح مسدود باشند. به طور کلی در کوره هاى مقاومتی این ســوراخ با استفاده از یک ورق نازك روى (کمتر از ۱ میلیمتر) و در کوره هاى شعله اى گازسوز یا سوخت مایع بوسیله یک راهگاه آب بندى می گردد. در کوره هایی کــه بوته پس از ذوب براى بارریزى از کوره خارج می شــود نکته کلیدى نصب اطمینان از ســالم بودن و اندازه صحیح بوته براى کوره است. همچنین انبر و گیره بیرون آورنده بوته باید متناسب با اندازه بوته باشد تا بوته به نحو مناسب و ایمن از کوره خارج شود.
۴ -پیشگرم بوته قبل از هر بار استفاده ً تمامی بوته هاى نو و بوته هایی که کاملا ســرد شده اند قبل از شروع عملیات ذوب و نگهدارى باید پیشگرم شوند. براى حداکثر نمودن عمر کارى بوته ریخته گری، سیکل ً پیشگرم که توسط تولیدکننده مشخص شده باید دقیقا انجام شود. سیکل مناسب پیشگرم براى هر بوته متناسب با مواد اولیه آن، فلزى که در آن ذوب و نگهدارى می شود و نوع کوره است. در کوره هاى القایی ســیکل پیشــگرم نیز متناسب با فرکانس، ابعاد کویل و مقاومت مخصوص فلز ذوب شده است.
۶ -برخی اقدامات که هر اپراتورکوره باید انجام دهد
۱ -۶ -شــارژ نامناســب بوته می تواند قاتل آن باشــد. آســیب فیزیکی هنگام انداختن شارژ سنگین درون یک بوته خالی تنها عمر بوته ریخته گری را کاهش نمی دهد. بلکه می تواند موجب شکســت آنی بوته شود. هنگام شــارژ یک بوته خالی ابتدا باید قراضه هاى کوچک و برگشتی ها در کف بوته قرار داده شود تا از سطح داخل بوته محافظت شــده و سپس با دقت شمش ها اضافه شوند. اگر کوره عمیق است و شارژ فقط شمش است باید با اســتفاده از انبر شــمش به صورت عمودى به آرامی درون بوته ریخته گری قرار گیرد. به جهت انبساط حرارتی مواد شارژ نباید به صورت متراکم در بوته ریخته گری شارژ شود تا خطر و احتمال پل بستن کاهش یابد. برخی از بوته ها مقاومت بیشــترى نسبت به آســیب فیزیکی دارند. بنابراین باید از چگونگی مقاومت بوته ریخته گری در مقابل آسیب فیزیکی و محدودیت هاى آن مطلع بود.
۲ -۶ -حتی یک بوته اى که تازه تخلیه شده و هنوز گرم است نیز قبل از شروع فرآیند شارژ و ذوب کامل، باید به آرامی حرارت داده شــود. گرم کردن صحیح از صدمات ناشی از شوك حرارتی پیشگیرى می نماید. انواع مختلف بوته، سیکل هاى گرم کردن متفاوتــی دارند زیــرا برخی مواد بوته ها نســبت به تغییرات درجه حرارت در مقایســه با بقیه حساس تر هستند. در این مورد باید از راهنماى تولیدکننده آگاهی داشت.
۳ -۶ -محافظت بوته از عوامل شیمیایی اگر در هنگام ذوب یا نگهدارى الزام به استفاده از فلاکس هاى زیاد یا تولید مقادیر زیادى از سرباره وجود دارد باید نوعی از بوته ریخته گری به کار رود که در مقابل خوردگی و واکنش هاى شــیمیایی مقاومت باشد. اما می توان با حداقل مقدار فلاکس موردنیاز و افزودن آن فقط پس از ذوب کامل فلز هر بوته اى را از واکنش شــیمیایی و تجمع سرباره محافظت نمود. همچنین ضرورى است که بوته هــر روز در حالی که ســرخ و گداخته می باشد باید سرباره تمیز گردد. سرباره داراى میزان انبساط زیادى است و موجب ایجاد فشار داخلی و آســیب احتمالی به بوته می گردد. همچنین سرباره می تواند واکنش هاى شیمیایی را سرعت بخشد.
۴ -۶ -گرم کردن بوته بیش از حد هر بوتــه اى داراى یک حداکثــر درجه حرارت کارى است و باید با آگاهی از آن، همواره فرآیند کار در درجه حرارت پایین تر از آن حد انجام شود. تجاوز از این درجه حرارت می تواند موجب آســیب دیدگی، کاهش عمر و حتی شکست بوته گردد. بهترین روش جهت جلوگیرى از حرارت دادن بیش از حد این است که به طور متناوب درجه حرارت مذاب به وسیله یک ترموکوپل ثابت یا متحرك اندازه شــود. در صورت استفاده از بوته ریخته گری در درجه حرارت هاى بالاى حد مجاز، بوته باید کنار گذاشته شده و استفاده نشود.
۷ -جمع بندی
براى ذوب، نگهدارى و انتقال مذاب با مشورت و ارتباط نزدیک با تامین کننده بوته گری مناســب انتخاب شود. به دقت بوته نو را بازرسی کرده و در جابجایی و حمل به انبار و یا کوره نیز دقت گردد. نصب مناسب و پیشگرم مطابق راهنماى تولیدکننده انجام شود تا از صدمات فیزیکــی و حرارتی بوته جلوگیرى گردد. در صورتی که بوته آسیب ببیند بلافاصله بایدتعویض شــود. در مجموع پیگیرى قواعد مطرح شــده عمر موجــب ارتقــاى عمــر، بهــره ورى و صرفه جویی اقتصادى خواهد شد.
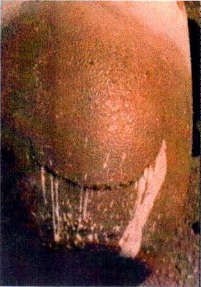
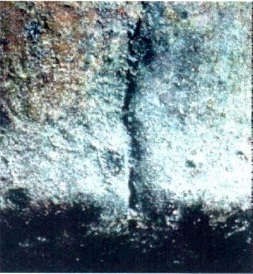
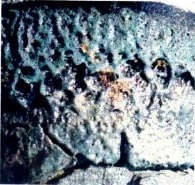
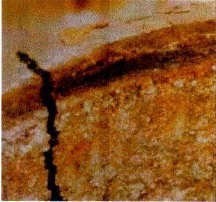
ﻓﻼﮐﺲﻫﺎ و ﻋﻮاﻣﻞ ﺷﯿﻤﯿﺎﯾﯽ ﮐﻪ ﺣﯿﻦ ذوب ﺑﻪ ﻣﺬاب اﺿﺎﻓﻪ ﻣﯽﺷﻮﻧﺪ ﺑﻪ راﺣﺘﯽ ﺳﺒﺐ ﻓﺮﺳﺎﯾﺶ ﺷﯿﻤﯿﺎﯾﯽ ﺑﻮﺗﻪ ﻣﯽﮔﺮدﻧﺪ. ﺑﻨﺎﺑﺮاﯾﻦ ﺑﺎﯾﺪ ﮐﻤﺘﺮﯾﻦ ﻣﻘﺪار ﻣﻤﮑﻦ از ﻓﻼﮐﺲ و ﻋﺎﻣﻞ ﺷﯿﻤﯿﺎﯾﯽ ﻣﻮرد ﻧﻈﺮ را در اواﺧﺮ ذوب ﺑﻪ ﻣﺬاب اﺿﺎﻓﻪ ﮐﺮد ﺗﺎ ﮐﯿﻔﯿﺖ ﻣﺬاب ﻧﻬﺎﯾﯽ ﺣﻔﻆ ﺷﻮد.ﻓﻼﮐﺲﻫﺎﯾﯽ ﮐﻪ ﺟﻬﺖ اﻓﺰاﯾﺶ ﺧﻠﻮص ﻣﺬاب اﺳﺘﻔﺎده ﻣﯽﺷﻮﻧﺪ ﻣﻌﻤﻮﻻ ﺑﺴﯿﺎر واﮐﻨﺶﭘﺬﯾﺮ ﻫﺴﺘﻨﺪ و ﺟﺬب دﯾﻮاره ﺑﻮﺗﻪ ﻣﯽﺷﻮﻧﺪ و ﺑﺎﻋﺚ ﺑﺎد ﮐﺮدن و ﺗﺮك ﺑﺮداﺷﺘﻦ دﯾﻮاره ﻣﯽﺷﻮﻧﺪ.اﮔﺮ دﻣﺎ ﺑﯿﺶ از ﺣﺪ ﻣﻮرد ﻧﯿﺎز ذوب ﺑﺎﺷﺪ ﺳﺒﺐ ﻣﯽﺷﻮد ﮐﻪ اﯾﻦ ﻓﺮﺳﺎﯾﺶ و ﺗﺨﺮﯾﺐ ﺑﺎ ﺳﺮﻋﺖ ﺑﯿﺸﺘﺮي در ﺳﻄﺢ ﺧﺎرﺟﯽ ﺑﻮﺗﻪ ﻧﻤﺎﯾﺎن ﮔﺮدد. ﻓﻼﮐﺲﻫﺎﯾﯽ ﮐﻪ ﺟﻬﺖ ﺗﻤﯿﺰ ﮐﺮدن ﺑﻮﺗﻪ ﻗﺒﻞ از ﺷﺎرژ ﻓﻠﺰ و ﺷﺮوع ذوب ﺑﻪ ﺑﻮﺗﻪ اﺿﺎﻓﻪ ﻣﯽﺷﻮﻧﺪ ﻧﯿﺰ ﺳﺒﺐ ﻓﺮﺳﺎﯾﺶ داﺧﻠﯽ در ﮐﻒ و دﯾﻮارهﻫﺎي ﭘﺎﯾﯿﻨﯽ ﺑﻮﺗﻪ ﻣﯽﮔﺮدﻧﺪ.
اﮐﺴﯿﺪاﺳﯿﻮن:
»ﺗﺨﺮﯾﺐ ﺑﺎ اﮐﺴﯿﺪاﺳﯿﻮن« اﮐﺴﯿﺪ ﺷﺪن و ﯾﺎ ﺳﻮﺧﺘﻦ ﺗﺮﮐﯿﺒﺎت ﮐﺮﺑﻨﯽ داﺧﻞ ﺑﻮﺗﻪ اﺳﺖ. ﻧﺒﺎﯾﺪ ﺑﺎﻻي ﺑﻮﺗﻪ را ﺑﯿﺶ از ﺣﺪ ﻋﺎﯾﻖ ﻧﻤﻮدو ﻫﻤﭽﻨﯿﻦ ﺑﺎﯾﺪ اﻃﻤﯿﻨﺎن ﺣﺎﺻﻞ ﮐﺮد ﮐﻪ ﺷﻌﻠﻪ ﺧﻮب ﻣﯽﺳﻮزد و ﺷﺮاﯾﻂ اﺣﺘﺮاق ﻣﻨﺎﺳﺒﯽ دارد.
اﻧﺒﺎر ﮐﺮدن:
بوته ریخته گری باید در ﻣﺤﯿﻂ ﮔﺮم و ﺧﺸﮏ و ﺑﺮ روي ﭘﺎﻟﺖ ﻧﮕﻪ داري ﺷﻮﻧﺪ و ﻫﻤﭽﻨﯿﻦ ﺑﺎﯾﺪ ﺗﺨﺘﻪ ﺟﺪاﮐﻨﻨﺪهاي ﺑﯿﻦ ﺑﻮﺗﻪﻫﺎ ﻗﺮار داد.
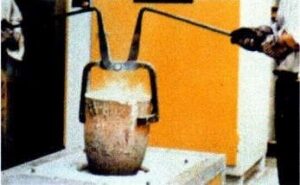
ﺟﺎﺑﺠﺎﯾﯽ:
ﻫﻤﯿﺸﻪ ﺑﺮاي ﺣﻤﻞ ﺑﻮﺗﻪ ریخته گری ﺳﻨﮕﯿﻦ از اﺑﺰار ﻣﮑﺎﻧﯿﮑﯽ ﮐﻤﮏ ﺑﮕﯿﺮﯾﺪ.ﺑﻮﺗﻪﻫﺎي ﮐﻮﭼﮏ را ﻣﯽﺗﻮان ﺑﺎ واﮔﻦﻫﺎي دﺳﺘﯽ ﺟﺎﺑﺠﺎ ﮐﺮد.اﮔﺮ از ﻟﯿﻔﺘﺮاكﻫﺎي ﭼﻨﮕﮏدار اﺳﺘﻔﺎده ﻣﯽﺷﻮد، ﻣﻄﻤﺌﻦ ﺷﻮﯾﺪ ﮐﻪ ﭘﻮﺷﺶ ﭼﻨﮕﮏﻫﺎ از ﻣﻮاد ﻣﻨﺎﺳﺒﯽ اﺳﺖ ﺗﺎ از آﺳﯿﺐ زدنﺑﻪ ﺑﻮﺗﻪ ﺟﻠﻮﮔﯿﺮي و ﻣﺤﺎﻓﻈﺖ ﺑﻪ ﻋﻤﻞ آﯾﺪ.
ﻧﺼﺐ و ﺟﺎﯾﮕﺬاري:
ﻣﻮارد ﮐﻠﯽ
ﺟﻬﺖ ﻧﺼﺐ و ﺟﺎﯾﮕﺬاري ﺑﻮﺗﻪﻫﺎ در ﮐﻮره ﺑﺎﯾﺪ از زﯾﺮ ﺑﻮﺗﻪاي ﻫﻢ ﺟﻨﺲ و ﺑﺎ وﯾﮋﮔﯽﻫﺎي ﺣﺮارﺗﯽ ﻣﺸﺎﺑﻪ ﺑﺎ ﺑﻮﺗﻪ اﺳﺘﻔﺎده ﻧﻤﻮد. اﺑﻌﺎد زﯾﺮﺑﻮﺗﻪ ﺑﺎﯾﺪ ﺑﻪ ﮔﻮﻧﻪاي ﺑﺎﺷﺪ ﮐﻪ ﺗﻤﺎﻣﯽ ﮐﻒ ﺑﻮﺗﻪ را ﭘﻮﺷﺶ دﻫﺪو ﺑﻮﺗﻪ دﻗﯿﻘﺎ در ﻣﺮﮐﺰ زﯾﺮ ﺑﻮﺗﻪ ﻗﺮار ﮔﯿﺮد. ﺑﻮﺗﻪ و زﯾﺮﺑﻮﺗﻪ ﻧﯿﺰ ﺑﺎﯾﺪ دﻗﯿﻘﺎ در ﻣﺮﮐﺰ ﮐﻮره ﺟﺎﯾﮕﺬاري ﺷﻮﻧﺪ.
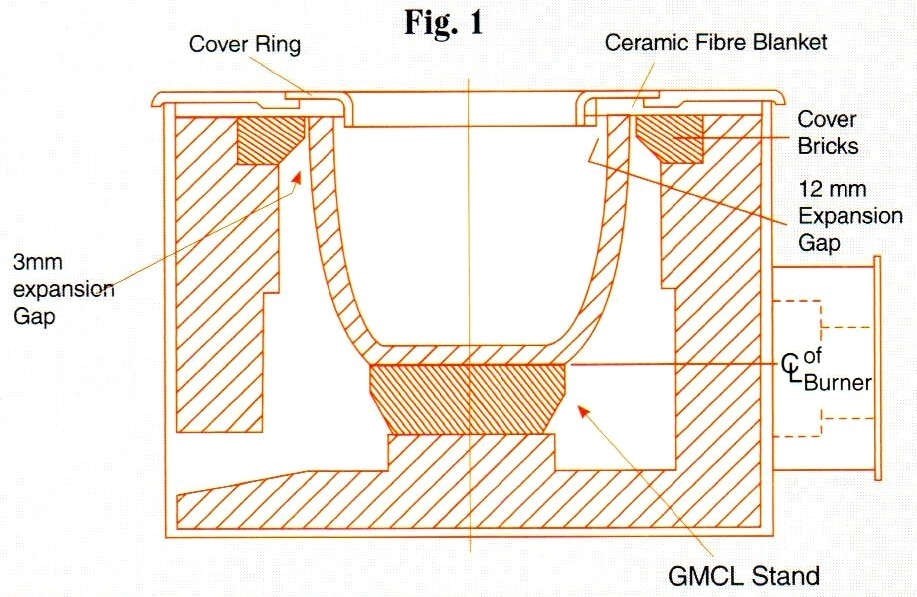
ﮐﻮرهﻫﺎيﺑﻮﺗﻪايﺛﺎﺑﺖ
۱- ﺑﯿﻦ آﺟﺮﻫﺎي ﭘﻮﺷﺸﯽ ( Bricks Cover )و ﺑﻮﺗﻪ ﺑﺎﯾﺪ ﯾﮏ ﻓﺎﺻﻠﻪ ۳ ﻣﯿﻠﯿﻤﺘﺮي دور ﺗﺎ دور ﺑﻮﺗﻪ ﺑﺎﺷﺪ ﺗﺎ ﻓﻀﺎي ﮐﺎﻓﯽ ﺑﺮاي اﻧﺒﺴﺎط ﺑﻮﺗﻪ ﻣﻮﺟﻮد ﺑﺎﺷﺪ. ﻓﺎﺻﻠﻪاي ﮐﻤﺘﺮي از ﻣﻨﺠﺮ ﺑﻪ ﺷﮑﺴﺘﻦ ﺑﺨﺶ ﻓﻮﻗﺎﻧﯽ ﺑﻮﺗﻪ ﻣﯽﮔﺮدد.
۲-ﯾﮏ ﻻﯾﻪ از ﻣﻮاد ﻋﺎﯾﻖ، ﻫﻤﺎﻧﻨﺪ ﻓﯿﺒﺮ ﺳﺮاﻣﯿﮑﯽ ﺑﻪ ﻋﻨﻮان ﭘﻮﺷﺶ ﺑﺮ روي ﻟﺒﻪ ﺑﺎﻻﯾﯽ ﺑﻮﺗﻪ ﻗﺮار ﻣﯽﮔﯿﺮد ﺗﺎ از ﻓﺮار ﺣﺮارت از ﺳﻄﺢ ﺑﺎﻻﯾﯽ ﮐﻮره ﺟﻠﻮﮔﯿﺮي ﮐﻨﺪ. از ﻓﺸﺎر دادن و ﻗﺮار دادن اﯾﻦ ﻻﯾﻪ ﺑﯿﻦ آﺟﺮ ﭘﻮﺷﺸﯽ و ﺑﻮﺗﻪ ﭘﺮﻫﯿﺰ ﮐﻨﯿﺪ.
۳- اﮔﺮ ﺻﻔﺤﻪ ﻓﻠﺰي Ring) (Cover ﮐﻪ ﺑﺮ روي ﮐﻮره ﻗﺮار ﻣﯽﮔﯿﺮد ﮐﺎﻣﻼ اﻧﺪازه اﺳﺖ، ﻣﻄﻤﺌﻦ ﺷﻮﯾﺪ ﮐﻪ ﯾﻪ ﻓﺎﺻﻠﻪ ۱۲ ﻣﯿﻠﯿﻤﺘﺮي ﺑﯿﻦ آن و ﺑﺨﺶ دروﻧﯽ ﺑﻮﺗﻪ ﺑﺎﻗﯽ ﻣﯽﻣﺎﻧﺪ ﺗﺎ ﺑﻪ ﺑﻮﺗﻪ اﺟﺎزه اﻧﺒﺴﺎط داده ﺷﻮد. در ﺻﻮرﺗﯽ ﮐﻪ ﻓﺎﺻﻠﻪ ﮐﻤﺘﺮ از اﯾﻦ ﺑﺎﺷﺪ ﺑﺎﻋﺚ ﺗﺮكﻫﺎﯾﯽ در ﺑﺨﺶ ﻓﻮﻗﺎﻧﯽ ﺑﻮﺗﻪ ﻣﯽﮔﺮدد.
ﮐﻮرهﻫﺎيﺑﻮﺗﻪايدوارﭼﺮﺧﺎن
ﺷﺮاﯾﻄﯽ ﺑﺎﯾﺪ ﻓﺮاﻫﻢ ﺷﻮد ﺗﺎ ﺑﻮﺗﻪ ﻫﻨﮕﺎم ﭼﺮﺧﯿﺪن ﮐﻮره ﺑﺮاي ﺗﺨﻠﯿﻪ ﻣﺬاب در ﺟﺎي ﺧﻮدش ﺛﺎﺑﺖ ﺑﺎﺷﺪ. از آﺟﺮﻫﺎي ﻧﮕﻪدارﻧﺪه ﺑﺮاي ﻧﮕﻪداﺷﺘﻦ ﺑﻮﺗﻪ در ﻣﺮﮐﺰ ﮐﻮره اﺳﺘﻔﺎده ﻣﯽﺷﻮد. اوﻟﯿﻦ آﺟﺮ ﻧﮕﻪدارﻧﺪه ﺑﺎﯾﺪ در ﭘﺸﺖ ﮐﻮره درﺳﺖ در ﻣﻘﺎﺑﻞ ﻟﻮﭼﻪ )ﻗﺴﻤﺖ ﺗﺨﻠﯿﻪ ﻣﺬاب( ﻗﺮار ﺑﮕﯿﺮد و دوﺗﺎ آﺟﺮ دﯾﮕﺮ در ﺟﻠﻮي ﮐﻮره ﺑﺎ زاوﯾﻪ ﺗﻘﺮﯾﺒﯽ ۱۲۰ درﺟﻪ ﻧﺴﺒﺖ ﺑﻪ آﺟﺮي ﮐﻪ در ﭘﺸﺖ ﮐﻮره ﻗﺮار دارد ﺟﺎﻧﻤﺎﯾﯽ ﺷﻮﻧﺪ. ﯾﮏ ﻓﺎﺻﻠﻪ در ﺣﺪود ۵mm ﺑﺎﯾﺪ ﺑﯿﻦ آﺟﺮ و ﺑﻮﺗﻪ ﻗﺮار ﺑﮕﯿﺮد ﺗﺎ ﻓﻀﺎي ﮐﺎﻓﯽ ﺑﺮاي اﻧﺒﺴﺎط ﺑﻮﺗﻪ ﻣﻮﺟﻮد ﺑﺎﺷﺪ. درﻗﺴﻤﺖ ﻓﻮﻗﺎﻧﯽ ﺑﻮﺗﻪ ﻧﯿﺎزي ﺑﻪ آﺟﺮﻫﺎي ﻧﮕﻪدارﻧﺪه ﻧﻤﯽﺑﺎﺷﺪ ﺑﻪ اﯾﻦ دﻟﯿﻞ ﮐﻪ ﭘﻮﺷﺶ ﻓﻮﻗﺎﻧﯽ ﮐﻮره، ﺑﻮﺗﻪ را دﻗﯿﻘﺎ در ﻣﺮﮐﺰ ﻧﮕﻪ ﻣﯽدارد. ﻣﻮارد زﯾﺮ ﻣﻮرد دﻗﺖ ﻗﺮار ﮔﯿﺮﻧﺪ:
۱- زﯾﺮﺑﻮﺗﻪاي ﻣﻨﺎﺳﺐ در ﮐﻒ ﮐﻮره ﻗﺮار داده ﺷﻮد و اﻃﻤﯿﻨﺎن ﺣﺎﺻﻞ ﮔﺮدد ﮐﻪ دﻗﯿﻘﺎ در ﺟﺎي ﺧﻮد ﻣﺤﮑﻢ و ﺗﺜﺒﺖ ﺷﺪه و درﻣﺮﮐﺰ ﮐﻮره ﻗﺮار دارد ﻫﻤﭽﻨﯿﻦ ﺗﺮاز ﺑﻮدن زﯾﺮ ﺑﻮﺗﻪاي ﻧﯿﺰ ﺑﺮرﺳﯽ ﺷﻮد.