عملیات دایکست
دایکست و اپراتوری آن مقدمه ریخته گری یک فرآیند پیچیده است. اپراتور دایکست با مذاب، یک ماشین بسیار پیچیده، قالب های گران قیمت، فشار کاری
دایکست و اپراتوری آن مقدمه ریخته گری یک فرآیند پیچیده است. اپراتور دایکست با مذاب، یک ماشین بسیار پیچیده، قالب های گران قیمت، فشار کاری
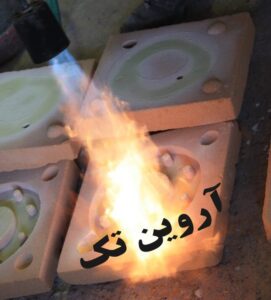
نقش و عملکرد دایکوت و پوشان ها ۱-دایکوت ها با کنترل جریان مذاب باعث می شوند مذاب به تمام قسمت های قالب برسد و عیوب

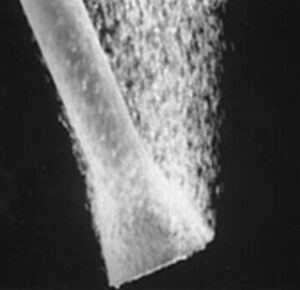
گاهی اوقات تفاوت بین یک بوته گرافیتی که به طور مداوم و آیده آل کار میکند و یک بوته گرافیتی که با کمترین طول عمر کار
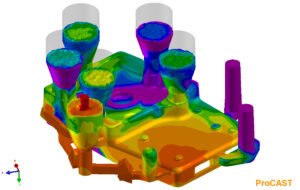
تکنیک های استفاده از محیط های مجازی برای بهینه سازی فرآیند ریخته گری خلاصه در طی سالیان اخیر کاربرد برخی ابرازهای رایانه ای (نرم افزارهای

افزایش فشار هوای گان اسپری بیش از چهار و نیم بار باعث هدر رفت روانکار می شود در این فشار روانکار بر روی سطح قالب

گام های کلیدی برای حداکثر نمودن عمر بوته ریخته گری نویسنده : مهندس ناصر نوتاش بازرگانی آروین تک بوته ریخته گری با عمر بــالا ارزش

ﻧﮕﻬﺪاري و اﺳﺘﻔﺎده از بوته ریخته گری و علل شکست بوته از آﻧﺠﺎ ﮐﻪ روشﻫﺎي ذوب در ﻫﺮ ﮐﺎرﺧﺎﻧﻪاي ﻣﺘﻔﺎوت اﺳﺖ، درﻧﺘﯿﺠﻪ ﻋﻤﻠﮑﺮد ﺑﻮﺗﻪ
آخال زدایی و کاهش عیوب در ذوب یکی از موارد بسیار بااهمیت میباشد که باید سر لوحه آلیاژ ریزان و شمش ریزان قرار گیرد

استفاده صحیح و انتخاب درست بوته ریخته گری از مهمترین پارامترهای این محصول میباشد..

کاهش خواص بوته های ریخته گری و تاثیر آن بر میزان مصرف انرژی در زمان کارکرد ترجمه: ناصر نوتاش ( بازرگانی آروین تک) منبع: A.F.S.Trans.2016