
گام های کلیدی برای حداکثر نمودن عمر بوته ریخته گری
نویسنده : مهندس ناصر نوتاش
بازرگانی آروین تک
بوته ریخته گری با عمر بــالا ارزش بالایی براى مدیران واحدهاى ریخته گرى دارند. چنیــن بوته هایی این امکان را به مدیــران می دهد تا برنامه هایی طولانی مدتی براى تولید داشته و حذف زمان هاى لازم براى جایگزینی بوته ریخته گری، حداقل نمودن زمان هاى توقف و بالاخره کاهش هزینه هاى خرید بوته ریخته گری را تجربه نمایند. البته هر چند کیفیت بوته ریخته گری ســاخته شده توسط یک تولیدکننده نقش مهمی در عمر کارى آن دارد، نکته کلیدى بعدى توجهات ریخته گران در بهره بردارى است.
۱ -انتخاب بوته ریخته گری مناسب و صحیح
قبل از خریــد باید با توجه به ضــرورت انطباق دقیق نــوع بوته با کاربرد آن، مشــورت لازم با تامین کننده بوته ریخته گری انجام شــود. نوع آلیــاژ، نوع کوره، درجه حرارت هاى ذوب و نگهدارى، ســرعت تغییرات درجه حرارت، چگونگی شــارژ کوره، فلاکس هاى مورد استفاده، چگونگی سرباره گیرى و چگونگی بارریزى چند عامل از عوامل بســیارى اســت که باید هنگام انتخاب یک بوته ریخته گری به آن ها توجه گردد. بنابراین انتخاب بوته مناسب براى کاربرد موردنظر به تنهایی یک موضوع مهم می باشد.
۲ –دقت در جابجایی بوته ریخته گری
اقدامات ضرورى براى حداکثر نمودن عمر بوته ریخته گری با رســیدن بوته ریخته گری به کارگاه، آغاز می شــود. بســیار اهمیت دارد که بوته بازرسی شود تا عدم آسیب دیدگی در ً هنــگام حمل تائید گردد. براى این کار ابتدا باید بوته ریخته گری کاملا از بســته بندى خارج شــده و مانند یک خودروى جدیدى که خریدارى شــده به دقت وارسی شود. در صورت وجود هر گونه پریدگی، ترك، ســاییدگی و یا ســایر صدمات سطحی و مخفی باید با تامین کننده تماس گرفته شــود. هرگز بوته ریخته گری که در جریان حمل دچار آسیب گردیده نباید استفاده گردد زیرا احتمال بروز شکست و خطرات جدى ایمنی وجود خواهد داشت.اگر بوته ریخته گری در بازرســی دقیق، تائید شــد باید توجه زیاد در انتقال آن به انبار و یا کوره انجام شــود. بهتر است بوته ها بر روى پالت و یا کارتن بسته بندى جابجا گردد. اما مواردى که در جابجایی بوته هرگز نیاید انجام داد بدین شرح هستند:
۱ -۲ -بوته ریخته گری را هرگز نباید غلتانید. از آنجا که بوته شکل گردى دارد به نظر می رســد براى جابجایی آن را می توان بر روى ســطح جانبی غلتاند در حالی که ً در اثر این اقدام لعاب محافظ در کف و لبه بوته دچار شکســتگی شده و احتمالا مواد لایه هاى زیرین نیز آســیب خواهند دید. صدمه دیدن لعاب محافظ موجب اکسید شدن بوته می گردد.
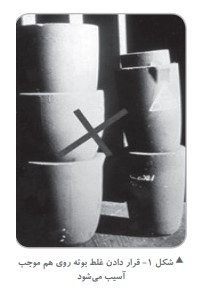
۲ -۲ -هیچگاه یــک بوته ریخته گری ریخته گری را درون بوته دیگر قرار ندهید. وزن بوته بالایی می تواند بوته ریخته گری پایینی را دچار شکســت نماید در حالی که سطوح داخلی و خارجی نیز در اثر تماس منجر به آســیب دیدگی لعاب بدنه خواهد شــود، بوته ها باید به طور جداگانه و و با قرار دادن صفحات نئوپان یا مواد مشــابه بینشــان، در انبار نگهدارى شوند.
۳ -۲ – هرگز نباید بوته ها را مســتقیما بر روى کف انبار قرار داد زیرا سطح ســخت می تواند به کف بوته آسیب بزند. نکته مهم تر اینکه بوته می تواند از کف جذب رطوبت نماید که در هنگام گرم کردن موجب شــوك حرارتی خواهد شد. بوته ها همواره باید بر روى پالت قرار داده شوند.
۴ -۲ -در هنــگام جابجایی ایمن هرگز نباید بوته ها را بدون قرار دادن لایه ضربه گیر باندپیچی نمود تا سطح بوته محافظت گردد. حتی آســیب هاى ظاهرى کوچک در اثر جابجایی نامناســب می تواند عمر کارى بوته را کوتاه نماید و موجب شکســت بوته شده و با خروج مذاب خطرات ایمنی به وجود آید. بنابراین هرگز نباید از بوته آسیب دیده استفاده شود. همچنین باید توجه داشت که همواره بوته در درجه حرارت بالاى صفر درجه و در محیطی خشک نگهدارى گردد. بوته هاى سرد و یا خیس نباید مورد استفاده قرار گیرد زیرا وجود آب می تواند باعث انفجار و پاشش مذاب شود.
۳ –نصب بوته
در صورتی که بوته به طور دائمی باید در کوره قرار گیرد. نصب و اســتقرار صحیــح موضوع مهمی براى عمر کارى آن می باشــد. هر چند که فرآیند نصب بوته در کوره با توجه به نوع، اندازه و طراحی کوره متفاوت است لیکن روش هاى استاندارد مختلفی بدین شرح باید دنبال گردد:
۱ -۳ -قبل از نصب مجدداً بوته بازرسی شود:
الف) اینکه درجه حرارت بوته بالاى صفر درجه باشــد. اگر بوته ریخته گری در تماس با رطوبت بالا بوده و درجه حرارت نیز پایین از صفر درجه باشــد یخ زدگی در دیواره آن در اثر انبساط حرارتی موجب آسیب به بوته خواهد شد.
ب) بوته ریخته گری آسیب دیده نباید نصب گردد.
۲ -۳ -اطمینــان از اینکه بلوك یا آجر کف کــوره طراز، در مرکز، با ارتفاع صحیح و بزرگتر از کف بوته باشد.
۳ -۳ -براى بوته هاى بزرگتر از تســمه هاى ایمنی و یا یک مکانیزم طراحی شــده براى بوته ریخته گری و قرار دادن آرام آن در کوره استفاده شود. توجه به مرکز بودن وطراز بودن بوته اهمیت دارد.
۴ -۳ -بین بوته و قســمت هاى بالا و جانبی کوره حداقل ۸ میلیمتر فاصله براى انبســاط بوته در نظر گرفته شــود. اگر این فاصله کافی نباشد انبساط بوته موجب بروز ترك در آن خواهد شد.
۵ -۳ -اگر بوته داراى لوچه (زبانه خروجی مذاب) است باید بین آن و کوره حداقل ۳۸ میلیمتر براى امکان انبساط بوته فاصله در نظر گرفته شود.
۶ -۳ -براى آب بندى فضاى بین قســمت بالاى کوره و لبه بالایی بوته از الیاف سرامیک استفاده گردد.
۷ -۳ -در کوره هاى گردان از آجرهاى طراحی شده براى نگهدارى بوته در موقعیت مناســب با در نظر گرفتن انبساط بوته استفاده شود. فاصله انبساط ۶ تا ۱۰ میلیمتر بوده که براى پر کردن می توان از مواد قابل سوختن استفاده نمود.
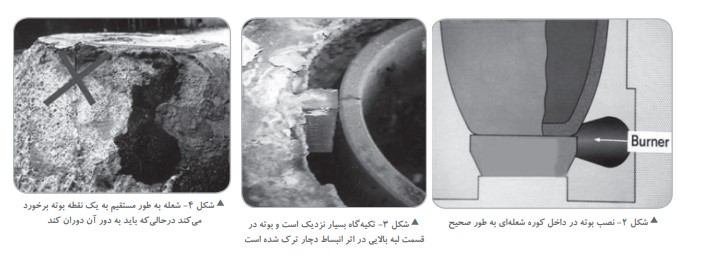
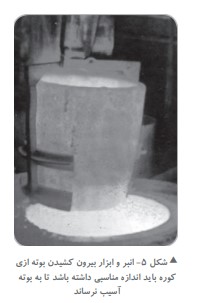
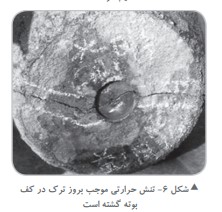
۸ -۳ -در کوره هاى شــعله اى گازسوز یا ســوخت مایع، اطمینان از حرکت شــعله به صورت ممــاس به دور بوته ریخته گری و عدم تمرکز بر یک نقطه از ســطح بوته اهمیت دارد. حرارت دادن نیز براى دســتیابی به عمر طولانی از موارد اساســی است.
۹ -۳ -در صورت شکســت بوته ریخته گری هنگام ذوب یا نگهدارى باید در کف کوره ســوراخ هاى تخلیه پیش شود. البته این مجارى باید براى جلوگیرى از آسیب به بوته و عایق کارى کوره به طور صحیح مسدود باشند. به طور کلی در کوره هاى مقاومتی این ســوراخ با استفاده از یک ورق نازك روى (کمتر از ۱ میلیمتر) و در کوره هاى شعله اى گازسوز یا سوخت مایع بوسیله یک راهگاه آب بندى می گردد. در کوره هایی کــه بوته پس از ذوب براى بارریزى از کوره خارج می شــود نکته کلیدى نصب اطمینان از ســالم بودن و اندازه صحیح بوته براى کوره است. همچنین انبر و گیره بیرون آورنده بوته باید متناسب با اندازه بوته باشد تا بوته به نحو مناسب و ایمن از کوره خارج شود.
۴ -پیشگرم بوته قبل از هر بار استفاده ً تمامی بوته هاى نو و بوته هایی که کاملا ســرد شده اند قبل از شروع عملیات ذوب و نگهدارى باید پیشگرم شوند. براى حداکثر نمودن عمر کارى بوته ریخته گری، سیکل ً پیشگرم که توسط تولیدکننده مشخص شده باید دقیقا انجام شود. سیکل مناسب پیشگرم براى هر بوته متناسب با مواد اولیه آن، فلزى که در آن ذوب و نگهدارى می شود و نوع کوره است. در کوره هاى القایی ســیکل پیشــگرم نیز متناسب با فرکانس، ابعاد کویل و مقاومت مخصوص فلز ذوب شده است.
۶ -برخی اقدامات که هر اپراتورکوره باید انجام دهد
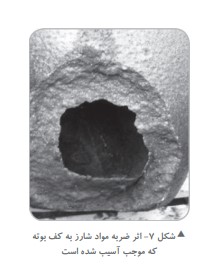
۱ -۶ -شــارژ نامناســب بوته می تواند قاتل آن باشــد. آســیب فیزیکی هنگام انداختن شارژ سنگین درون یک بوته خالی تنها عمر بوته ریخته گری را کاهش نمی دهد. بلکه می تواند موجب شکســت آنی بوته شود. هنگام شــارژ یک بوته خالی ابتدا باید قراضه هاى کوچک و برگشتی ها در کف بوته قرار داده شود تا از سطح داخل بوته محافظت شــده و سپس با دقت شمش ها اضافه شوند. اگر کوره عمیق است و شارژ فقط شمش است باید با اســتفاده از انبر شــمش به صورت عمودى به آرامی درون بوته ریخته گری قرار گیرد. به جهت انبساط حرارتی مواد شارژ نباید به صورت متراکم در بوته ریخته گری شارژ شود تا خطر و احتمال پل بستن کاهش یابد. برخی از بوته ها مقاومت بیشــترى نسبت به آســیب فیزیکی دارند. بنابراین باید از چگونگی مقاومت بوته ریخته گری در مقابل آسیب فیزیکی و محدودیت هاى آن مطلع بود.
۲ -۶ -حتی یک بوته اى که تازه تخلیه شده و هنوز گرم است نیز قبل از شروع فرآیند شارژ و ذوب کامل، باید به آرامی حرارت داده شــود. گرم کردن صحیح از صدمات ناشی از شوك حرارتی پیشگیرى می نماید. انواع مختلف بوته، سیکل هاى گرم کردن متفاوتــی دارند زیــرا برخی مواد بوته ها نســبت به تغییرات درجه حرارت در مقایســه با بقیه حساس تر هستند. در این مورد باید از راهنماى تولیدکننده آگاهی داشت.
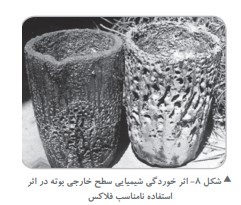
۳ -۶ -محافظت بوته از عوامل شیمیایی اگر در هنگام ذوب یا نگهدارى الزام به استفاده از فلاکس هاى زیاد یا تولید مقادیر زیادى از سرباره وجود دارد باید نوعی از بوته ریخته گری به کار رود که در مقابل خوردگی و واکنش هاى شــیمیایی مقاومت باشد. اما می توان با حداقل مقدار فلاکس موردنیاز و افزودن آن فقط پس از ذوب کامل فلز هر بوته اى را از واکنش شــیمیایی و تجمع سرباره محافظت نمود. همچنین ضرورى است که بوته هــر روز در حالی که ســرخ و گداخته می باشد باید سرباره تمیز گردد. سرباره داراى میزان انبساط زیادى است و موجب ایجاد فشار داخلی و آســیب احتمالی به بوته می گردد. همچنین سرباره می تواند واکنش هاى شیمیایی را سرعت بخشد.
۴ -۶ -گرم کردن بوته بیش از حد هر بوتــه اى داراى یک حداکثــر درجه حرارت کارى است و باید با آگاهی از آن، همواره فرآیند کار در درجه حرارت پایین تر از آن حد انجام شود. تجاوز از این درجه حرارت می تواند موجب آســیب دیدگی، کاهش عمر و حتی شکست بوته گردد. بهترین روش جهت جلوگیرى از حرارت دادن بیش از حد این است که به طور متناوب درجه حرارت مذاب به وسیله یک ترموکوپل ثابت یا متحرك اندازه شــود. در صورت استفاده از بوته ریخته گری در درجه حرارت هاى بالاى حد مجاز، بوته باید کنار گذاشته شده و استفاده نشود.
۷ -جمع بندی
براى ذوب، نگهدارى و انتقال مذاب با مشورت و ارتباط نزدیک با تامین کننده بوته گری مناســب انتخاب شود. به دقت بوته نو را بازرسی کرده و در جابجایی و حمل به انبار و یا کوره نیز دقت گردد. نصب مناسب و پیشگرم مطابق راهنماى تولیدکننده انجام شود تا از صدمات فیزیکــی و حرارتی بوته جلوگیرى گردد. در صورتی که بوته آسیب ببیند بلافاصله بایدتعویض شــود. در مجموع پیگیرى قواعد مطرح شــده عمر موجــب ارتقــاى عمــر، بهــره ورى و صرفه جویی اقتصادى خواهد شد.



بدون دیدگاه، دیدگاه خود را در زیر اضافه کنید!